Fonction
La pression est une machine importante de la ligne de production, utilisée pour les récipients en aluminium sous pression.
Caractéristiques du produit
Contrôle de fréquence haute performance, pour une économie d’énergie et une protection de l’environnement
Embrayage pneumatique haute performance, faible bruit et longue durée de vie.
Cylindre d’équilibrage de pression d’air hautement résistant à l’abrasion, pour un faible bruit de pression.
Codeur de captage de signal à grande vitesse, donc le contrôle est beaucoup plus facile.
Système de protection photoélectrique automatique, pour plus de sécurité.
Système de stockage d’air multipass, peut contrôler raisonnablement la consommation d’air.
Système de lubrification automatique.
Hauteur de la matrice de réglage entraînée par moteur
Données techniques
| Pression nominale | L’heure du poinçonnage | Accident vasculaire cérébral | Hauteur maximale de la matrice | Réglage de la hauteur de l’ensemble de matrices | Distance entre le centre du curseur et le corps | |
| 630kN | 20-90 times/minute | 240 | 520mm | 80mm | 510mm | |
| taille de la table de travail | Taille du trou de la planche de travail | épaisseur de la table de travail | Taille du curseur | Machine power | Poids net | taille |
| 680×680mm | 130mm | 420×620mm | 13kw | 13000Kg | 2500×1600×3600mm(L×W×H) | |
Veuillez confirmer les travaux suivants avant le travail.
Courbe de charge : la presse n’est pas adaptée à la compression et au formage par compression. La force de travail maximale doit être inférieure à la force nominale.
La capacité de couple est déterminée avec la position du bloc coulissant. La somme de la force technologique doit se situer dans la zone de la courbe de pression.
Afin d’éviter que la surface de friction de l’embrayage et du frein ne chauffe ou ne tombe en panne, les courses maximales autorisées en mode simple doivent être de 30 min-1
| configurer | taper | cSD-F800 |
| Cadre de soudure avec plaque d’acier | ● | |
| Moteur | moteur normal | ● |
| Moteur magnétique à vitesse réglable | ||
| Embrayage | Embrayage à air sec | ● |
| Embrayage à air humide | ||
| protecteur de surcharge | Protecteur de cisaillement | ● |
| Protecteur hydraulique | ||
| Double valve | Vanne domestique | ● |
| Importation de vanne | ||
| Réglage manuel de la hauteur du moule | ● | |
| Arbre de sortie de puissance | ||
| Mode de lubrification | Graisse motorisée | |
| Graisse pour poignée | ● | |
| Commande électrique | Contrôleur PLC | ● Mitsubishi |
| Importation d’un contrôleur de came de type commutateur | ||
| Type de commutateur fait maison | ● | |
| facultatif | 1. Passer à un moteur à régulation de vitesse | ○ |
| Option | 2. moteur à vitesse réglable | |
| 3. Arbre de sortie de puissance | ○ | |
| 4. Importation de la double valve | ○ | |
| 5. Graisse motorisée | ○ | |
| 6. Importation d’un contrôleur de type commutateur | ○ | |
| 7. Coussin d’air | ○ | |
| 8. Équipement de soufflage | ○ | |
| 9. Dispositif photoélectrique | ○ | |
| Remarque : Dans ce manuel, ● indique une configuration conventionnelle ; ○ indique une configuration facultative | ||
Principe de fonctionnement et caractéristiques de la structure
La presse adopte le mécanisme à manivelle et à pitman, pour faire monter et descendre le bloc coulissant dans les glissières du cadre et effectuer des travaux de poinçonnage. La presse adopte la structure à vilebrequin vertical et le type à lit fixe. Le cadre est soudé avec une plaque d’acier et a une rigidité élevée. Le système d’entraînement est installé dans le cadre, de sorte que la structure est compacte et le contour est beau. L’engrenage rapide est immergé dans le réservoir d’huile, la transmission est douce et le bruit est faible. En utilisant l’embrayage à friction pneumatique et le frein combinés, la presse est facile à installer et à entretenir. Le bloc coulissant est une boîte de fonderie dans laquelle est installé un protecteur de surcharge. Lorsque la presse est en surcharge. Il peut protéger la machine
et le jeu de matrices contre les dommages. La hauteur du jeu de matrices est réglée par le moteur et est indiquée par un indicateur numérique de précision de 0,1 mm. Le poids du bloc coulissant est équilibré par des vérins d’équilibrage d’air, tandis que le bloc coulissant se déplace le long de guides rectangulaires à six faces pour améliorer sa précision de déplacement.
L’équipement électrique est contrôlé par PLC pour améliorer la fiabilité de fonctionnement. Le moteur principal a une fonction de direction droite et gauche. Les doubles vannes peuvent assurer un fonctionnement sûr. Les deux boutons manuels et le dispositif photoélectrique en option assurent la sécurité de l’opérateur. De plus, grâce à l’arbre de commande, la presse peut être équipée d’un dispositif d’alimentation automatique, d’un dérouleur et d’un dispositif de mise à niveau pour former une ligne de production automatique.
Construction et réglage des principaux ensembles
Le cadre de la presse est une structure entière soudée avec une plaque d’acier. Des bagues en cuivre sont placées sur le col avant et arrière du vilebrequin. L’engrenage est placé dans le réservoir d’huile fermé.
Il y a une plaque de recouvrement sur la presse où nous pouvons remplir d’huile et faire immerger l’arbre d’engrenage dans l’huile. La hauteur d’huile est déterminée par le niveau d’huile sur le côté gauche de la presse. Il y a une sortie au fond du réservoir d’huile pour remplacer l’huile.
Deux plaques d’appui à l’arrière du cadre sont utilisées pour fixer le moteur. La piste de guidage du cadre est un rectangle à six faces qui peut être ajusté dans les directions avant et arrière, gauche et droite. Nous pouvons régler correctement le jeu de la direction avant et arrière en ajustant les tampons, puis visser fermement les boulons avant. Le jeu de la direction gauche et droite peut être réglé en ajustant six boulons de groupe. Tout d’abord, desserrez les boulons de garniture devant le cadre, puis ajustez les boulons des deux côtés, après cela, verrouillez les boulons et vissez fermement les boulons de garniture.
Il y a un éjecteur placé devant les pistes de guidage. Ajustez les boulons de déblocage pour que l’éjecteur fonctionne juste à la position où le bloc coulissant atteint son point mort haut. Faites attention à éviter le contact de l’éjecteur et du fond de la rainure de déblocage afin d’éviter les accidents.
Système d’entraînement
Le système d’entraînement est entraîné par un moteur via des courroies trapézoïdales et un embrayage pneumatique, puis via un arbre de transmission, un gros engrenage, la manivelle et le mécanisme Pitman pour faire monter et descendre le bloc coulissant.
Le moteur est serré sur la plaque de roulement via un coussinet en caoutchouc. Vous pouvez ajuster quatre boulons réglables et serrer les écrous afin de ne pas provoquer d’accidents.
L’engrenage d’entraînement adopte une lubrification immergée. Il y a un indicateur d’angle placé devant le vilebrequin. Une roue à chaîne est placée à l’arrière du vilebrequin, qui transmet le mouvement du vilebrequin au contrôleur de came afin que le contrôleur puisse envoyer divers signaux pour contrôler la presse.
| Électrique | Brand name |
| Société anonyme | Siemens |
| Onduleur | Siemens |
| Électrovanne | AirTAC |
| Puissance de commutation | Delta |
| conducteur de moteur | Delta |
| Afficher | Delta |
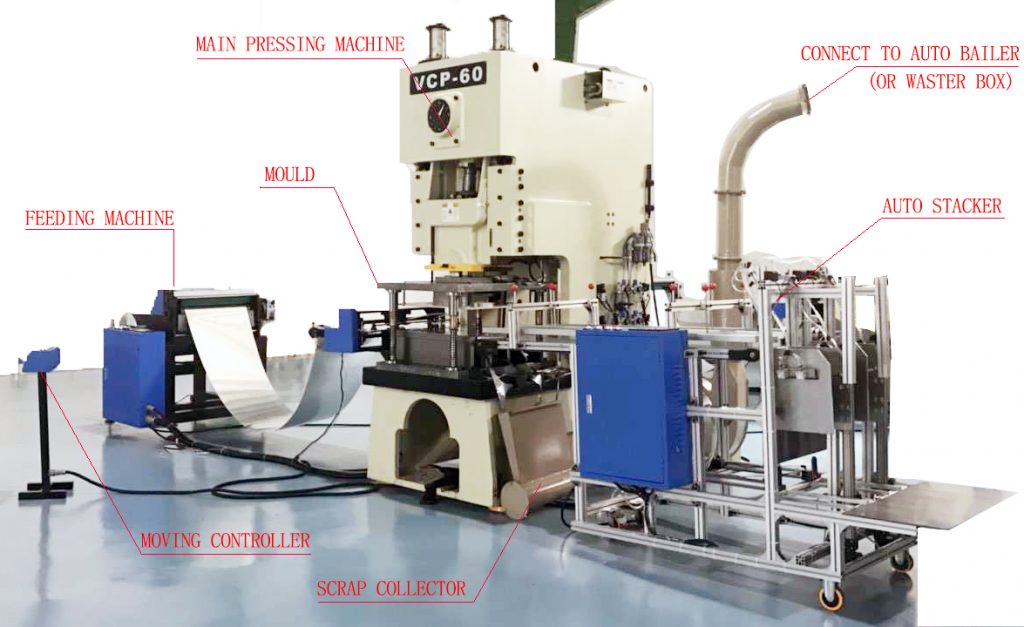
La ligne de production CSD-63 se compose d’un alimentateur CSD-F800, d’une presse haute précision CSD-P63, d’un empileur automatique NK-AS800 et d’un collecteur de bords de déchets CSD-SC500. Par rapport à la ligne de production CSD-AT45, un ensemble complet d’équipements mécaniques avec de meilleures performances, une plus grande taille et une plus grande puissance est utilisé, ce qui compense le défaut selon lequel CSD-AT45 ne peut pas produire certaines boîtes à lunch spéciales de grande taille. Si vous souhaitez produire la plupart des boîtes du marché, la ligne de production NK-AT63 est votre meilleur choix. Pour les entrepreneurs ayant une certaine force économique, la ligne de production CSD-AT63 est la meilleure solution en une seule étape.
Sur la base du MT63, CSD-AT63 ajoute un empileur automatique et un système de recyclage des bords de déchets, ce qui améliore considérablement l’efficacité de la production. Un seul ouvrier peut effectuer l’inspection de la ligne de production, l’inspection de la qualité du produit, l’emballage et le scellage en même temps, ce qui permet d’économiser de la main-d’œuvre et de réduire considérablement les coûts de production. La ligne de production se compose d’un alimentateur, d’une presse de précision, d’un empileur automatique et d’une machine de recyclage des bords de déchets. (Vous pouvez choisir le moule en fonction de vos besoins)
Caractéristiques de performance du produit
L’empileur est contrôlé par un écran tactile et un ordinateur PLC, et la table élévatrice adopte une plate-forme à pas et à vis à billes. Il dispose de la fonction anti-collision de la table de la boîte à lunch et la fonction de comptage automatique peut être liée à la ligne de production ou utilisée seule.
L’ensemble de la machine adopte un contrôleur programmable comme système de contrôle, qui est sûr et fiable. Les paramètres tels que la longueur d’alimentation et la vitesse de production sont simples à régler, l’intégration gaz-électrique, le contrôle centralisé et la production entièrement automatique.
L’alimentation, le poinçonnage et l’éjection du produit pendant le fonctionnement sont tous automatisés.
La presse de précision adopte un corps soudé en plaque d’acier, une régulation de vitesse à fréquence variable, un embrayage à friction à sec, un dispositif de sécurité rigide contre les surcharges et présente les caractéristiques d’une haute précision et d’une bonne fiabilité.
Le système d’alimentation adopte un contrôle par étapes, et la longueur d’alimentation est précise et sans erreur, et peut être réglée arbitrairement dans la plage de longueur de 20 mm à 999 mm.